UMP America Corp. Office 2217 E. Viscaya Dr. Draper, UT 84020 Tel: 1-801-856-7771
sales@umpamerica.com
UMP Asia - Pacific Bangkok, Thailand For English tel: 0818 270 668. For Thai contact: สำหรับภาษาไทยติดต่อ Tel: 0817 824 4394. K .แบรี่
greenergyrefrigeration@gmail.comThe EndoCube is a simple device that fits over the thermostat probe on a refrigerator or freezer. Reduce your refrigeration energy costs by up to 22% and often more. Manufacturer: Universal Master Products Inside the EndoCube is a food simulant that has been proven by the American NSF to mimic the properties of refrigerated food and beverages. Now, rather than responding to rapidly fluctuating refrigerated air temperature, the EndoCube allows the refrigeration system to respond to food temperature instead. The EndoCube provides the existing thermostat with product temperature instead of air temperature, a far more accurate measurement. This more accurate and stable temperature causes the compressor to run fewer, but much longer cycles. These longer cycles allow refrigerated food to cool for a longer period of time with a wider ‘cooled air’ effect, in essence this creates a far more efficient cooling system. So how does EndoCube save you money? Because the compressor is cycling less (often up to 80% less), the life of the compressor is extended. Since it is also operating more efficiently, less energy is used. Multiple case studies have demonstrated that refrigeration systems save up to 22% less energy with the EndoCube fitted, while maintaining a correct refrigerated temperature. NSF International Certified, the EndoCube is a temperature-mimicking sensor (TMS1) tested under protocol P235 by NSF International, thee US Standards authority. It is designed for refrigeration containing dairy, meat, ready meals and other food products meant to be maintained at or below 5°C (41°F). The EndoCube is designed to accurately reflect the temperature of food under refrigerated conditions and warm more quickly than most food products upon equipment failure. (1TMS is a seperate, non-invasive device consisting of food simulant material with a thermocouple or thermoresistor attached.) NSF International’s mission is to protect you by certifying products and writing standards for food, water and consumer goods. As an independent not-for-profit organization, NSF International’s ongoing public health commitment is to encourage everyone to live safer” EndoCube Under the performance requirements of Protocol P235, Endocube has passed the following tests: The temperature indicated by EndoCube is between ±2° F of the refrigerated food products 15mm below their surface during the normal refrigeration operations test. The purpose of the test is to ensure EndoCube accurately mimics the food product temperatures. The temperature indicated by EndoCube is no more than 2° F lower and no more than ±5° higher than the refrigerated food products during the warm up test which imitates a refrigeration failure. The purpose of the test is for endocube to indicate a higher temperature than the food products to provide advanced warning and allows users to take remedial actions. Under Protocol P235 EndoCube is also required to adhere to standards ANSI/NSF 2 for Food Equipment Materials Requirements and ANSI/NSF 2 for Food Equipment Requirements for Design & Construction. Both of these standards ensure that the EndoCube’s design is easily cleanable and the materials used are not harmful when operated in the refrigeration environment.

FAQ
Q: “What’s inside EndoCube?”
A: EndoCube contains a patented, high molecular weight, aliphatic hydrocarbon compound. The substance is inert, non-toxic, and approved by the NSF for usage with any refrigerator or freezer.
Q: “How do I know this is safe for my product?”
A: EndoCube was actually invented as a food safety device, and it was only accidentally dis-covered that it saves energy as well. EndoCube is NSF approved as a food safety device and there is an NSF logo on every EndoCube sold, so customers can feel comfortable that their product is at least as safe (or even safer) than it was before. In NSF studies, the EndoCube actually achieved a more consistent product temperature over time (i.e., less fluctuations).
Q: “How does EndoCube know what type of product is in the case?”
A: How does a thermostat know whether it contains hot or cold liquid? It’s the same principle. EndoCube does not “know” what is in the case, it simply insulates the probe with a patented compound that is similar to most foods. In other words, there is much less of a difference between the thermodynamic properties of “EndoCube vs. product,” than there is between the thermodynamic properties of “air vs. product.”
Q: “Will installing EndoCube void my warranty?”
A: No. Manufacturers warranty is for defects in materials or workmanship, neither of which are affected by EndoCube. EndoCube has no mechanical or electrical parts and is therefore “non-invasive” to the refrigeration system. There is functionally no difference be-tween installing an EndoCube and changing the usage pattern of the cooler or freezer.
Q: “We already have a food monitoring system.”
A: There are some stand-alone food monitoring systems that allow customers to drop a de-vice into a case that transmits food temperature back to a monitoring system. The important thing to focus on is that EndoCube also does that but pays for itself. So, EndoCube is a self-financing food monitoring system, which puts it way ahead of the competition.
Q: “How does this work with a pressure system?”
A: It can work with a pressure system, if they have thermostats in the cases and reconfigure the system to regulate refrigeration supply based on changes in EndoCube temperature. Alternatively, it can simply be used as a food monitoring system, sending product temperature back to their IT systems for each case or zone.
Q: “How does EndoCube affect the temperature inside the refrigerator or freezer?”
A: EndoCube usually lowers the air (“case”) temperature due to more efficient cooling and, to com-pensate for this new lower temperature, the thermostat setting is adjusted upward. In other words, EndoCube achieves the same air temperature with a higher set point, thus saving energy.
Control Systems Info
EndoCube Refrigeration Control Systems
General
The EndoCube has been designed to generate accurate refrigerated food storage temperatures by using a food substitute contained within an enclosure to allow a microprocessor temperature sensing probe to be contained within a food grade food substitute with variable size cable termination to fit modern refrigeration controls, without changing the manufacturers specification, i.e. to be fitted to the sensor inside the evaporator in the refrigerated return air. At normal manufacturer’s procedure, once in place, contained within the enclosed evaporator no further attention would be needed. The advantage of food monitoring based on food temperatures and not air is now becoming an accepted principle of refrigerated storage, which we have pioneered and refined through extensive research and field trials into a viable retrofit product, to enable accurate monitoring via wireless transmission generating high temperature alarms, etc.
Energy Saving Advantages of the EndoCube
By using the EndoCube as a device to control food storage temperatures, a more efficient refrigeration cycle is attained. At the moment air cycles (on/off) typically produce a minimum of 12 cycles per hour, and in some open display cases 20 cycles per hour. By using the EndoCube as a cycle control mechanism a reduction of refrigerated cycles can be lowered by as much as 80%. (Example: Dairy Case: air cycles 3 minutes on, 2 minutes off = 12 cycles per hour. With the EndoCube fitted it changes its cycles to 8 minutes on and 7 minutes off = 4 cycles per hour. This ex-ample equates to a 66% reduction in starts). As the start up of a refrigerator compressor uses 3 times more power (i.e. start up amp is 12 amps, run amps is 4 amps) this will result in a power consumption reduction of 12% to 22%. (See research results and test procedures)
Reasons for the benefit of longer on cycles on the food
Normal air cycles will operate as the air temperature attains the set point of the thermostat. This will generate several on/off-cycles, without having very much effect on the food temperature. I.e. several 3 min on-cycles. However with EndoCube fitted, this changes to 10 min on-cycles, resulting in a positive food temperature reduction by cooling the food quicker, leading in turn to a safer food. Thus installing the EndoCube leads to a more efficient use of the refrigerator system combined with a lower energy consumption and safer food. The longer on-cycle will create a higher efficiency of the refrigeration cycle i.e. longer runs at a maximum advantage (compare it to fuel consumption and efficiency in a car on a stop start urban road, or a long stretch of motorway driving at a steady 70 miles an hour).
Advantages of longer off-cycles.
A longer off-cycle will allow a pressure equalization between the high and low pressure parts of the refrigerant within the refrigeration system, allowing a softer start from a cooler system, thus avoiding compressor trip caused by high pressure or an unbalanced system. I.e. lower amperage clean start obtains a maximum efficiency far quicker (with a further energy saving). The electrical starting component and devices used on refrigeration equipment have an engineered life span, so the less maximum power use of these components will extend the reliability of the components, reducing refrigeration failure prorata. Thus using EndoCube technology will extend the life of the starting devices and in turn the refrigeration equipment, with fewer breakdowns and engineer call outs.
Lower temperatures achieved without heat induced defrost cycles
Due to the low evaporating temperatures of refrigerants, to maintain a refrigerating temperature within a refrigerated space, the evaporator temperature will have to be below freezing (i.e. chillers evaporating temp -10deg C to maintain a storage temp of +4deg C, and freezer evaporating temp -30degC to maintain a temp of -20deg C). In all cases a frost will form on all evaporating surfaces. We will deal with fresh meat temperature storage (-1 to +1 deg C) to highlight the advantages of natural defrost for fish keepers, seafood storage and fresh meat conditioning (hanging) by using the EndoCube as against heat introduced defrost which is presently the only way to achieve defrost. As already established evaporating temperatures are at least 10 deg C below storage temperatures thus creating frost on the evaporator surfaces (fins), so a periodical application of heat has to be applied to the evaporator surfaces to melt the frost to condensation. This is done by preset defrost intervals, applying heat by electric heater or reverse cycle hot gas defrost. i.e. 4 defrost per 24 hr period at 20 min duration; terminate by termination klixon or thermostat. The introduction of this heat has to be removed after the termination of the defrost cycle, when the refrigeration cycle is re-instated. This format produces heat that has to be removed from within the refrigerated space (fridge). The conclusion is that heat is introduced into the defrost cycle, which the refrigeration cycle has then to remove to return to set refrigeration storage temperatures, a process which is, to say the least, very uneconomical. The installation of the EndoCube with the advantage of longer on-cycle and extended off-cycle will allow temperatures to rise just above freezing to allow the evaporator frost to blow clear without the introduction of enforced heat (as no frost has then to be removed this leads to a large reduction in the use of enforced defrost heaters with a subsequent reduction in energy usage), so a natural defrost cycle on the normal off-cycle by use of the EndoCube allows safe fresh meat and
Reduction of noise nuisance on remote (situated on the outside of the building) condensing units.
The following points deal with noise nuisance from commercial establishments in high density rural and urban areas, generated by remote refrigeration equipment sited outside the premises, i.e., refrigeration and air-conditioning condensing units mounted outside of commercial premises: i.e. convenience stores, restaurants, hotels, etc. As has been described previously the reduction of refrigeration cycles provide closer and more efficient food storage and energy saving. A further advantage in fewer starts is a great reduction in the noise pollution caused when refrigeration and air-conditioning condensers are located outside commercial premises. The stopping and starting of refrigeration equipment can cause great annoyance in areas where commercial premises are mixed with residential dwellings. It is apparent that a softer and quieter start up reduced from 12 to 20 starts per hour to perhaps 4 per hour will ease this situation. The EndoCube can also be used to initiate off-time during sensitive hours, tailored to fit in with reasonable requests.
Advantages of using the EndoCube in relation to the off cycle, as opposed to pump down off cycle, reducing energy consumption by a further 10%.
It has long been accepted practice for larger commercial refrigeration equipment i.e. coldrooms, display cases, etc. to use a pump-down defrost cycle. The pump-down defrost cycle will only apply to equipment designed for lower temperature ranges i.e. freezer coldstores -18 to -22 deg C and fresh meat, poultry or fish etc. -1 to +1 deg C. Typical defrost periods are 4 x 24 hours at approximately 20 minutes duration, these settings are adjustable to accommodate variable sitting and conditions. This pump-down application is necessary during defrost, when heat has to be applied to the evaporator surfaces via a system of heaters (electric element) to remove any frost build up on the evaporator surfaces. The pump-down is to remove the refrigerant from within the evaporator coils, because the introduction of heat will cause expansion of the refrigerant throughout the system, causing very high back pressures when the compressor is re-started on the termination of the defrost. The pump-down procedure is as follows: when a defrost is initiated via a time clock or micro-processor, the electrical supply to a magnetic flow valve in the liquid refrigerant delivery time is interrupted, closing the valve. The liquid refrigerant is pumped into the high pressure side of the system drawing all refrigerant from the low side of the system (evaporator suction line), this pumping action is completed by the compressor when the low pressure is reduced to approximately 1lb psig (per square inch gauge pressure), and the condensing unit will stop via a low pressure switch. At this point the refrigerant has been pumped to the high pressure side of the system, where it will remain for the preset period of the defrost. At the termination of the defrost, power will be restored to the magnetic valve, the refrigerant will then flow through the system activating the low pressure switch as the pressure rises, initiating the start up of the condensing unit. This will run for a short time without the Evaporator air circulation fans, to allow the evaporating surfaces to cool down to a preset temperature before air-circulation can be re-stored. This fan delay is in place to prevent the circulation of warm air within the refrigerated space. It has to be noted that on commencement of pump-down defrost, a small amount of refrigerant will remain on the low side of the system so that when the heaters are on this small amount of refrigerant will expand, increasing the pressure switch as the pressure rises. This will start the condensing unit for a few seconds (up to 60 seconds) to keep the pressure on the low-side at 1lb psig. This procedure is likely to happen several times during the defrost cycle. This very short run time is important, as it is relevant in the next part of this paper.
Misuse of pump-down for remote condensing units.
Remote condensing units are best practice on commercial equipment. A simple explanation is when coldstore display cases are sited within a building or premises and the condensing units are situated in weatherproof housing outside the building, the inside and outside being interconnected with pipe work, electric cables and drains (for condensate water). This method is used to attain better heat transfer i.e. removal of heat from within the refrigerated space inside the building, then dissipated to air via the refrigerated cycle outside the premises. This is the ideal efficiency as far as heat removal is concerned, but far from ideal when it comes to noise nuisance, especially in sensitive urban areas, i.e. if a convenience store has an average of 4 to 6 remote condensing units at the back of the building outside in the back yard, the constant off/on (24 hours per day) of this equipment can cause much conflict in a neighbourhood, especially at night in the summer when people sleep with the windows open! This brings us to our observations of poor refrigeration practice, noise pollution and excessive waste of electricity. A refrigeration condensing unit will run for a period of time (i.e. 3 minutes) to reduce the temperature within the refrigerated space. When the set temperature is achieved the unit will cut out until the temperature rises to a preset differential (i.e. +/- 4degC). This will take approximately 2 to 3 minutes, thus producing approximately 12 stop/starts per hour. It is at this stop/start cycle that the machinery is at its most voluminous. As an example, if a Spar shop or equivalent has six condensing units outside the building this will produce 72 stop/starts per hour. A lot of noise nuisance! A further reason for highlighting this off-cycle pump-down is that in common with pump-down defrost, some refrigerant remains within the evaporator, so that natural heat gain (without heaters, this is not defrost) will expand the remaining refrigerant, causing the condensing unit to start up 2 or 3 times for a few seconds on each off-cycle. This will produce 36 to 48 starts per hour. If the pump-down off-cycle was changed to a normal straight stop cycle using an EndoCube, the no. of cycles will be reduced from 36-48 per hour to 3-4 per hour. Estimated saving on power consumption is approximately 40%, not to mention the significant wear and tear on the compressor and starting devices. We have observed that the pump-down off-cycle causes the system to stop and start in an unbalanced pressure state on the stop, where the pressure will be 100 to 200 psig. The pressure on the low side will be reduced to the set point of the pressure switch (L.P. switch) of approximately 1lb psig, this causes high noise values where a very audible bang can be heard from within the compressor. Most compressors are hermetically sealed with crank-shaft pistons, valves and electric motor suspended on mounting springs. It is obvious that due to the sudden shock of an equalized start up; the mounting springs are stretched, causing high level vibration. In extreme circumstances the springs can break away from the suspension mounting, or fracture the discharge pipes inside and/or outside of the compressor, causing total refrigeration failure and external leakage of refrigerant, with its well documented harmful effects on the environment. To compound this problem, pump-down off-cycle (not defrost) has become standard practice in the last 10 years or so. The above problems are now resolved by the use of a EndoCube as a control, which will reduce stop/start cycles from approximately 12 starts per hour to approximately 3 to 4 starts per hour, thus reducing noise and producing energy saving of approximately 20% plus. I.e. a dairy display without a EndoCube will generate 1 complete cycle every 5 minutes producing 12 cycles. With the EndoCube fitted, this changes to 1 cycle every 15 minutes, producing 4 starts per hour. Harry – I assume that here we should also mention that the EndoCube will make sure that the system, when fitted with an Endocube, will start in a balanced pressure state, so that the sudden shock to the system leading to the typical problems that this can cause. Is alleviated, and the audible bang is not caused. We have many examples of successful usage of EndoCube technology for noise reduction, energy saving and more accurate food storage temperatures.
Fact Sheet
Revolutionary and simple control device for commercial refrigeration
- Low-cost device fits on the existing temperature sensor which controls the compressor based upon ambient air temperature
- EndoCube controls the compressor based upon product temperature
- Fridges installed with this device see compressor starts and stops less frequently and longer compressor cycles saving electricity without compromising food safety
- Improves efficiency of commercial fridges and freezers
- Technology Payback – Generally under 2 years
- Launched in the UK and United States in 2007 – wide circulation and high customer satisfaction
- Significant energy savings (reduced electricity bills and Demand Charges/Climate Change Levy Charges)
- Considerable noise reduction
- Reduced wear and tear on equipment, leading to extended life of equipment
- Fewer breakdowns
- Fewer sensor failures (as sensors are protected inside the Endocube);
- Safer food and less product spoilage
- Reduced environmental pollution
- One-time retrofit product requiring no further attention or maintenance once fitted
- Lower temperatures achieved without heat induced defrost cycles.
- Bottom Line: Low Cost device which significantly reduces power consumption (12-22% sometimes mores) and also limits wear on compressor, saving you money in the short- and long-term
THE PROBLEM:
How refrigeration units work:
Refrigeration units work in a series of cycles measuring the air in and around the product they cool. All units will start and stop to maintain a pre-set required storage temperature. Refrig-eration unit thermostats usually monitor circulating air temperature in order to decide when to switch on and off. Circulating air temperatures tend to rise far more quickly than food tem-peratures when fridges are opened and closed. As a result, refrigeration units work much harder than necessary to maintain stored products at the right temperature as prescribed by the thermostat. Air cycles (on/off) typically produce a minimum of 12 cycles per hour, and in some open display cases, 20 cycles per hour. This leads to excessive electricity consumption and undue wear and tear on the equipment, resulting in higher energy bills, shorter equip-ment life spans and an exaggerated impact on the environment (both through higher rates of energy consumption and the implication of disposing of refrigeration units with a shorter life-span). Refrigeration is one of the 3 main drivers of energy consumption for many businesses. It is es-timated that twenty percent of the world’s global energy is used by refrigeration. As Time of Use (TOU) Rates continue to spiral upwards, businesses of all sizes need to find ways to save energy and money. In addition to air conditioning, the biggest challenge is to address electric-ity loads from refrigeration in grocery stores, pubs and corner stores. For each of these types of businesses, refrigeration is a major expense and a driver of summer peak load.
THE SOLUTION:
In early 2000, a new device called the EndoCube was launched in the UK. The EndoCube is an innovative device that fundamentally changes the existing theories around refrigeration.
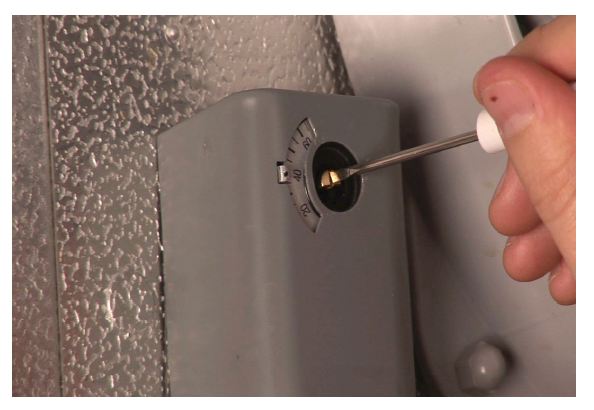
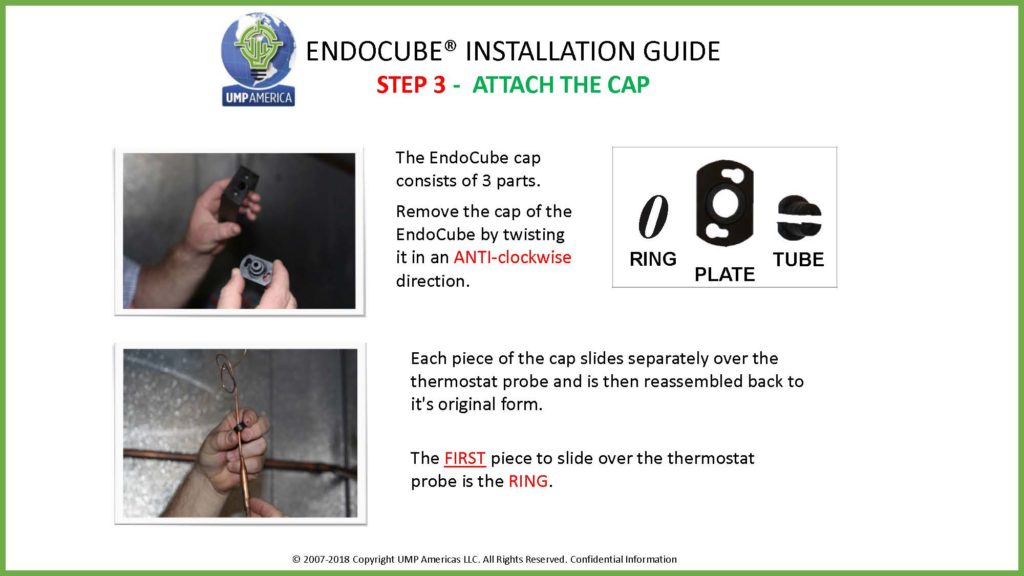
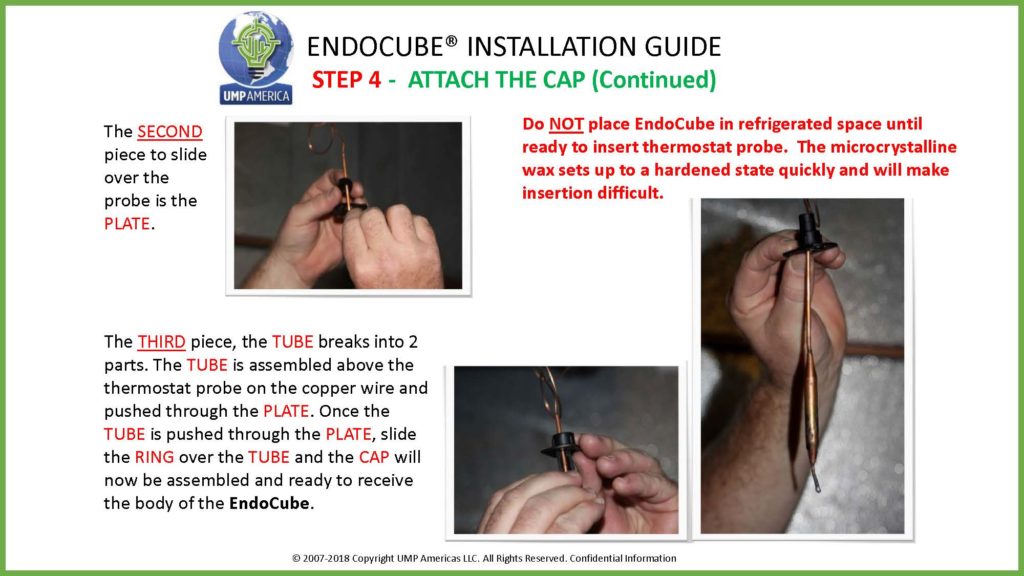
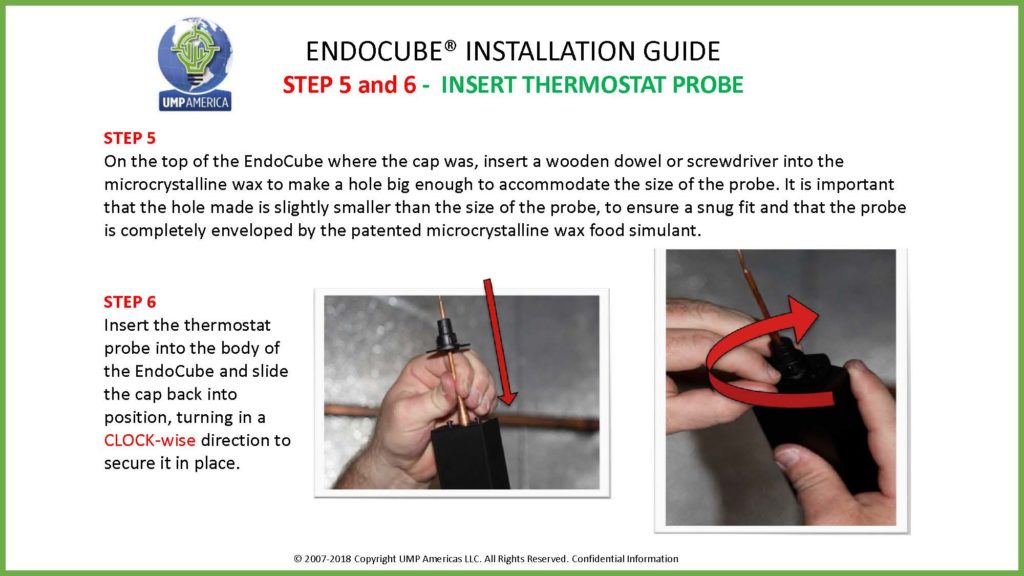
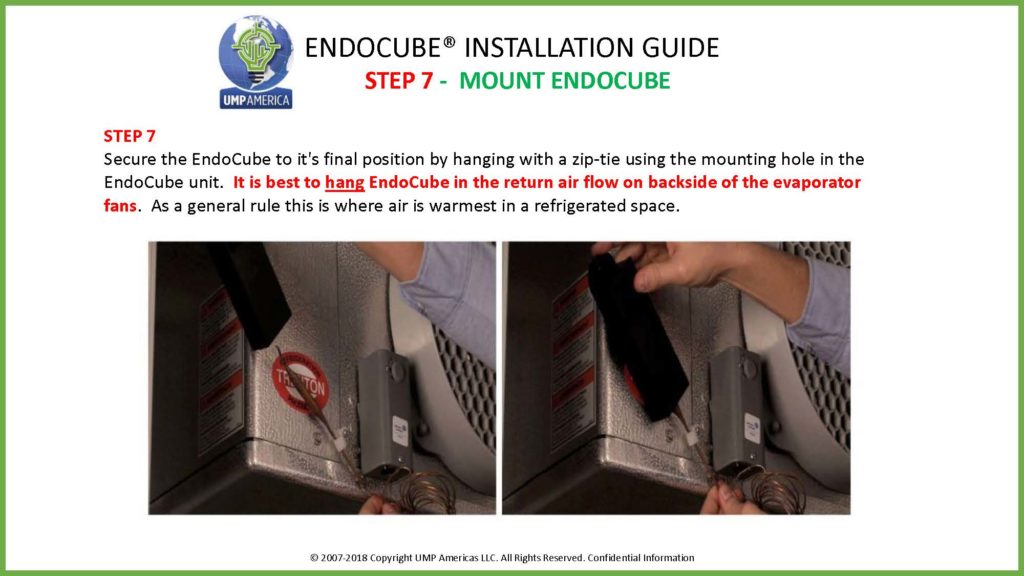
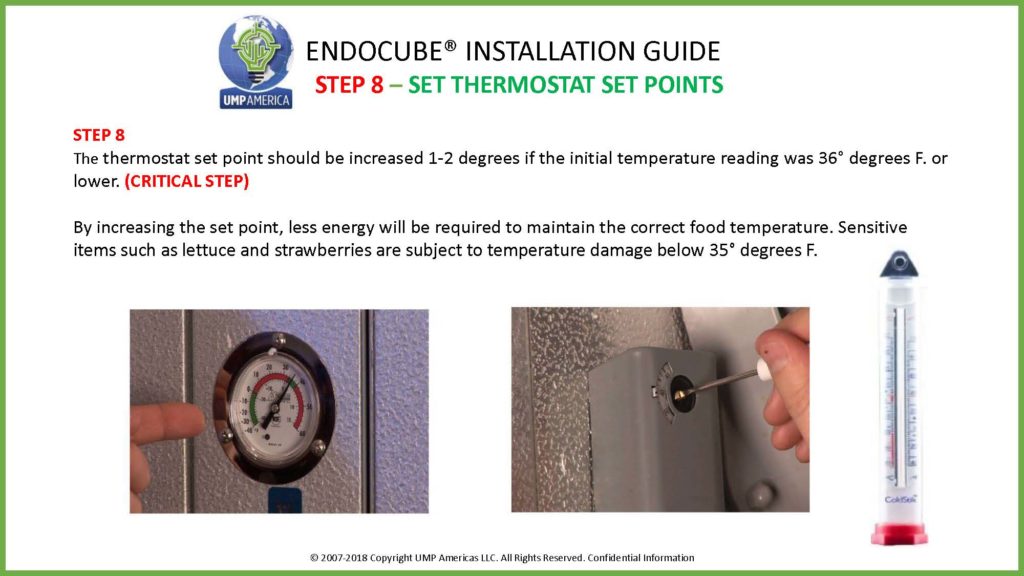
Installation is SIMPLE & EASY!
The EndoCube is installed to cover the control probe(s) of a refrigeration unit, in order to prevent temperature fluctuations. Once installed, the fridge runs only as the product tempera-ture requires it, saving electricity and compressor wear and tear. Installation is as simple as screwing the EndoCube onto the sensor.
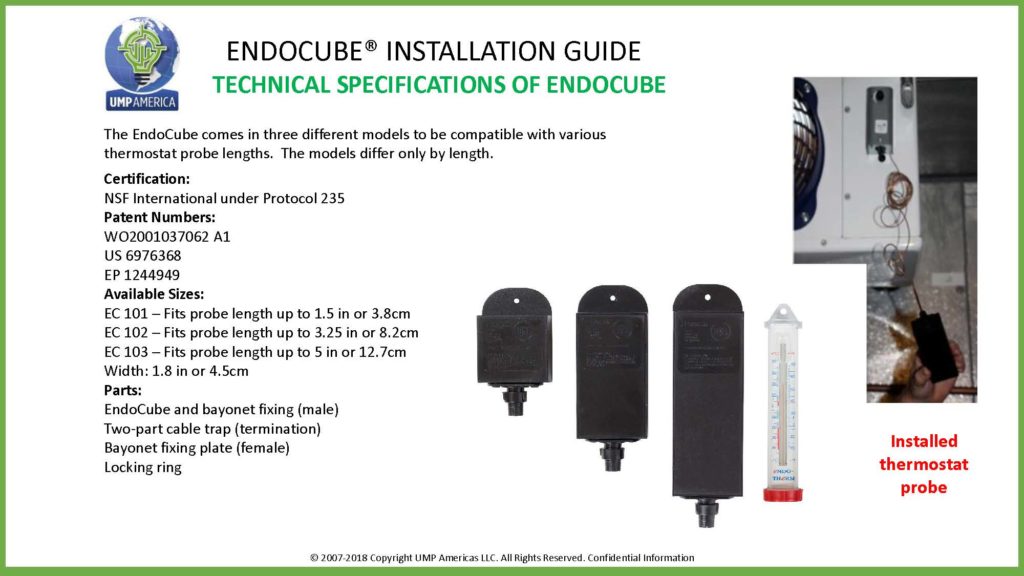
Technical Data
Food Safety Test
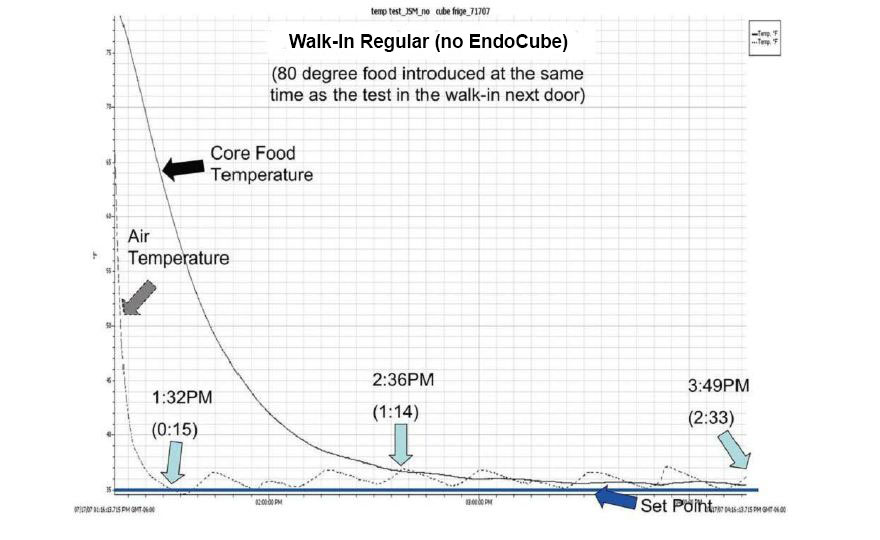
To show how the EndoCube would react under extreme conditions, we took two identical walk-in rooms and fitted one with an EndoCube and leaving one exposed to fluctuating air temperatures. We then introduced hot food to both fridges in order to see how the fridge temperature would react. To ensure that it was tested to the limit, we raised the set point on the EndoCube fitted unit to 40°F whilst the fridge without was set at 36°F. As you can see below, even though the EndoCube fitted fridge was at a disadvantage, it actually managed to function as constantly as the fridge without. 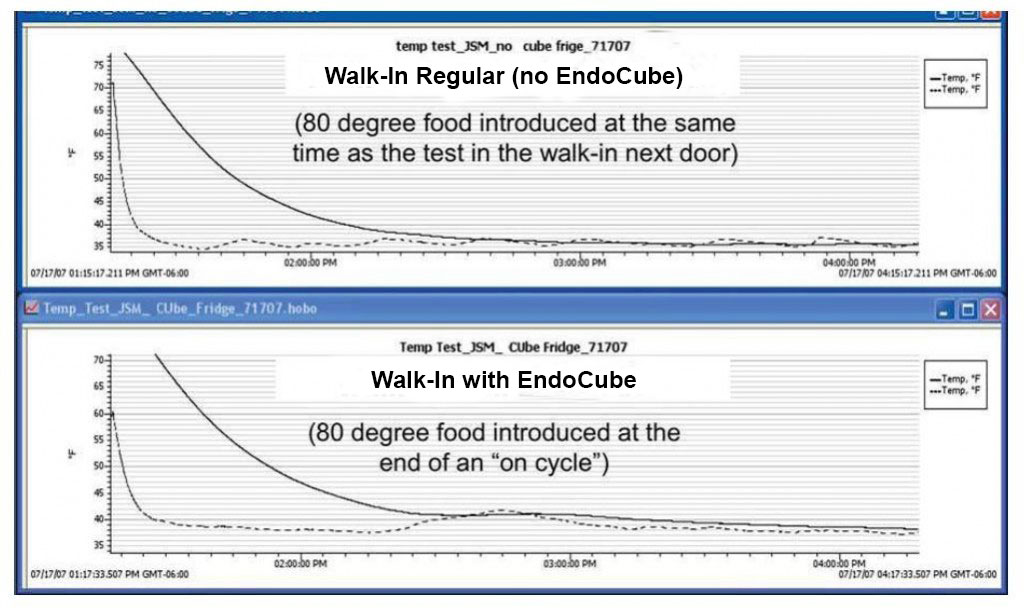
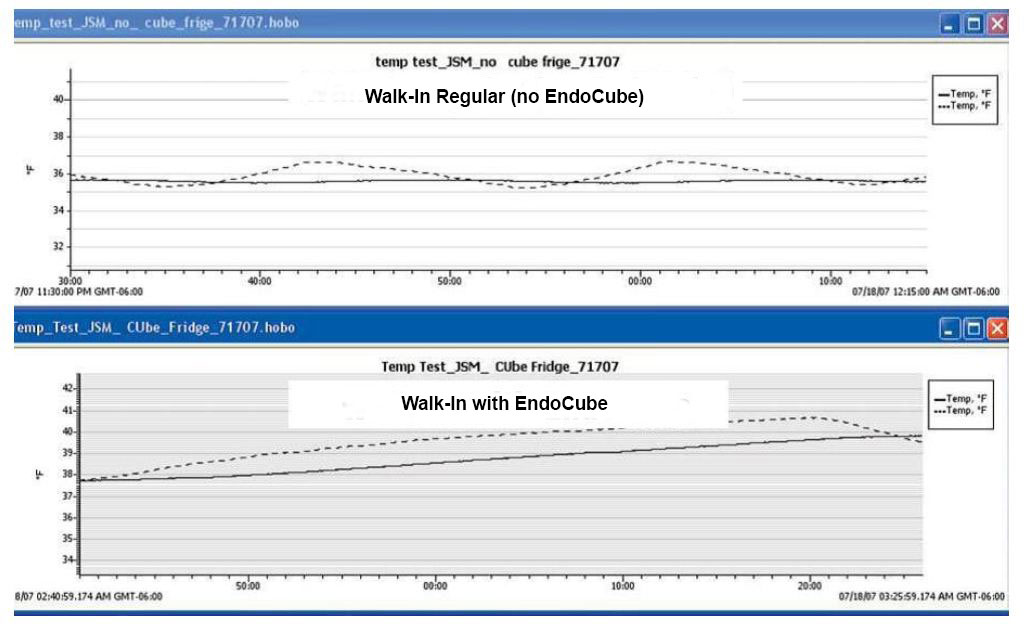
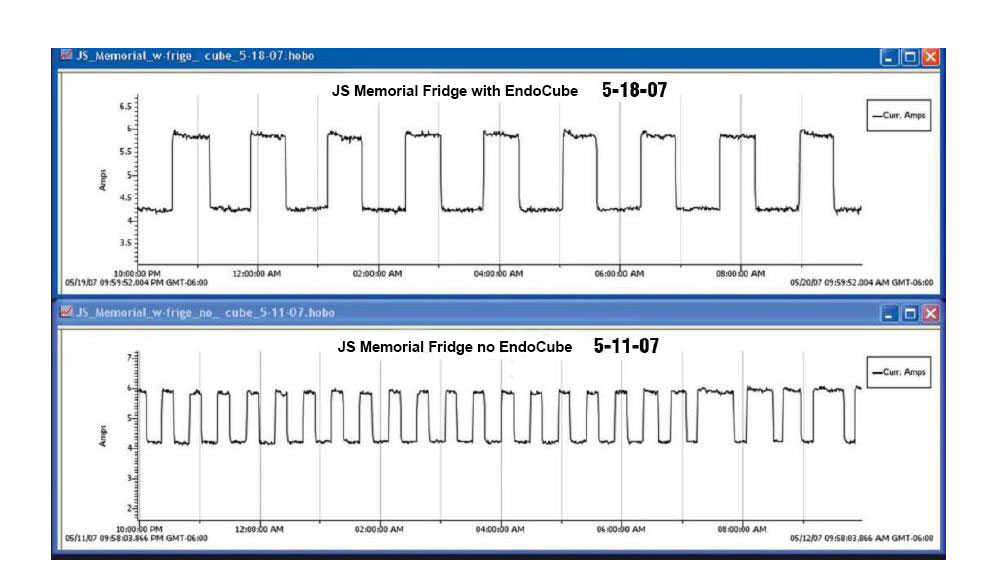
These charts show an EndoCube trial in the same units under normal conditions.
Walk-in Fridge Trial
Normal 4:00 pm – Friday 11 May 2009 4:00 pm – Monday 14 May 2009 Average Runtime: 15 Minutes Average Rest: 14 Minutes Starts: 117 With EndoCube and Temperature Adjustment 4:00 pm – Friday 14 June 2009 4:00 pm – Monday 17 March 2009 Average Runtime: 37 Minutes Average Rest: 47 Minutes Starts: 57 ENERGY SAVINGS: 18.7% kW/kWh MECHANICAL SAVINGS: 51% Less Starts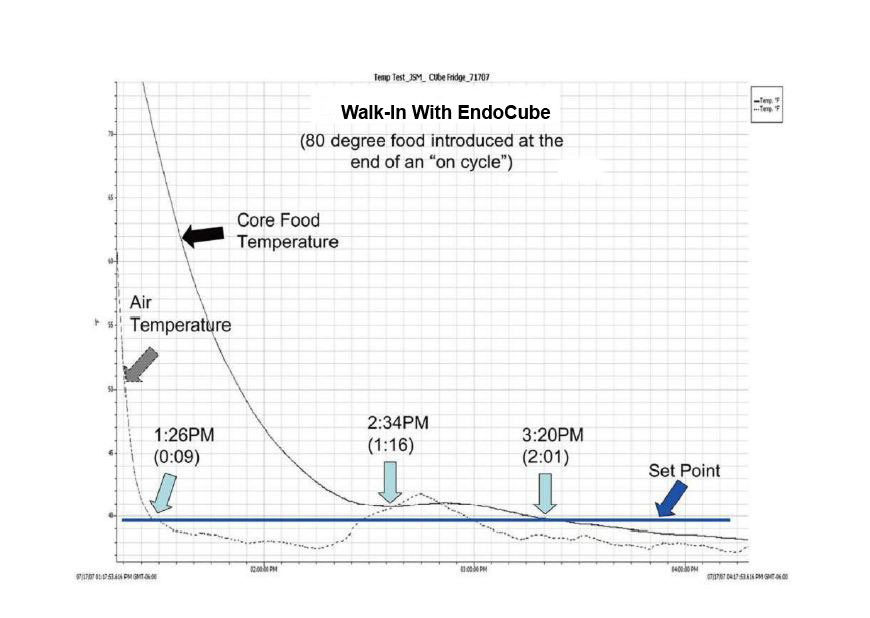
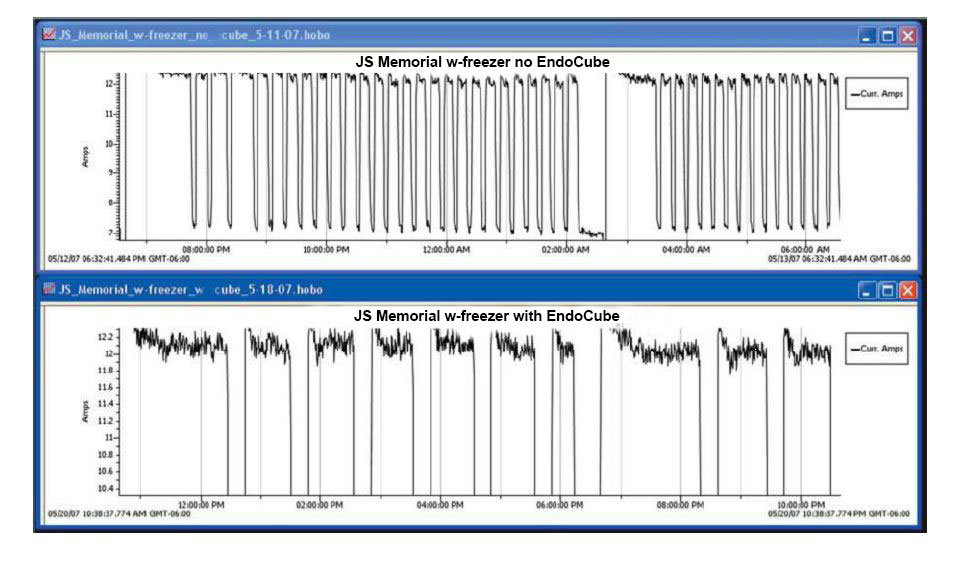
Walk-in Freezer Trial
Normal 4:00 pm – Friday 11 May 2007 4:00 pm – Monday 14 May 2007 Average Runtime: 11 Minutes Average Rest: 3 Minutes Starts: 504 With EndoCube and Temperature Adjustment 4:00 pm – Friday 14 June 2007 4:00 pm – Monday 17 March 2007 Average Runtime: 55 Minutes Average Rest: 34 Minutes Starts: 38 ENERGY SAVINGS: 24.7 kW/kWh MECHANICAL SAVINGS: 92% Less Starts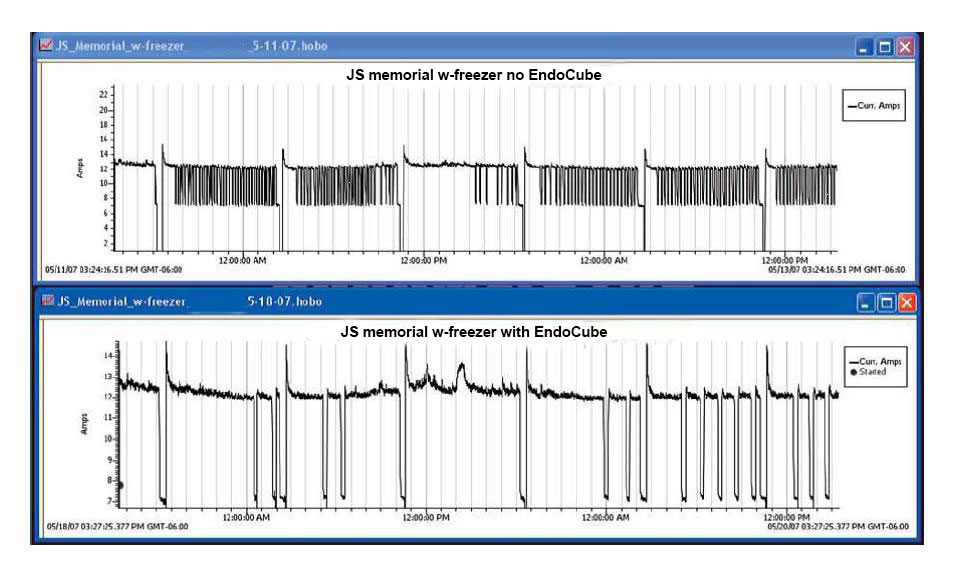
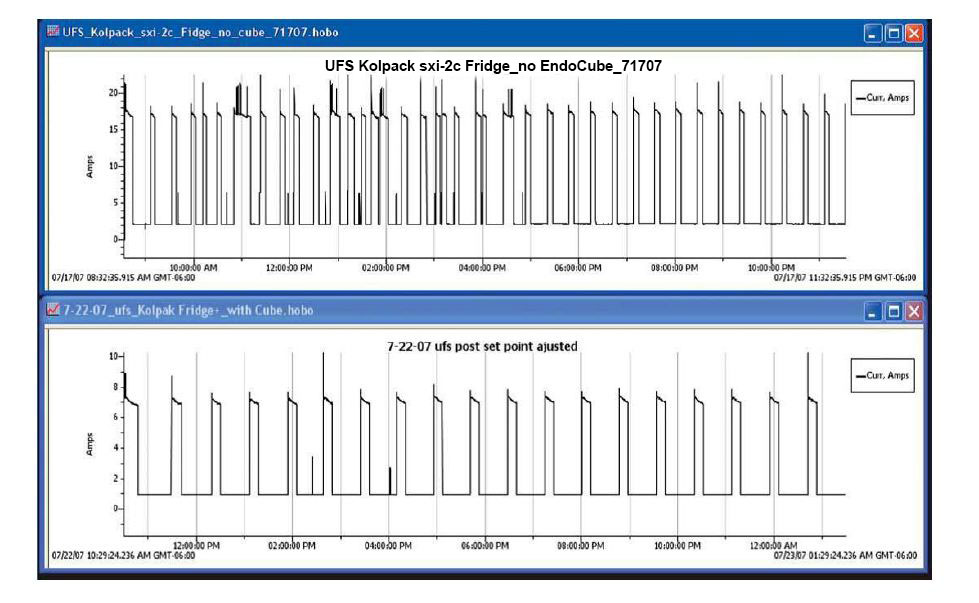
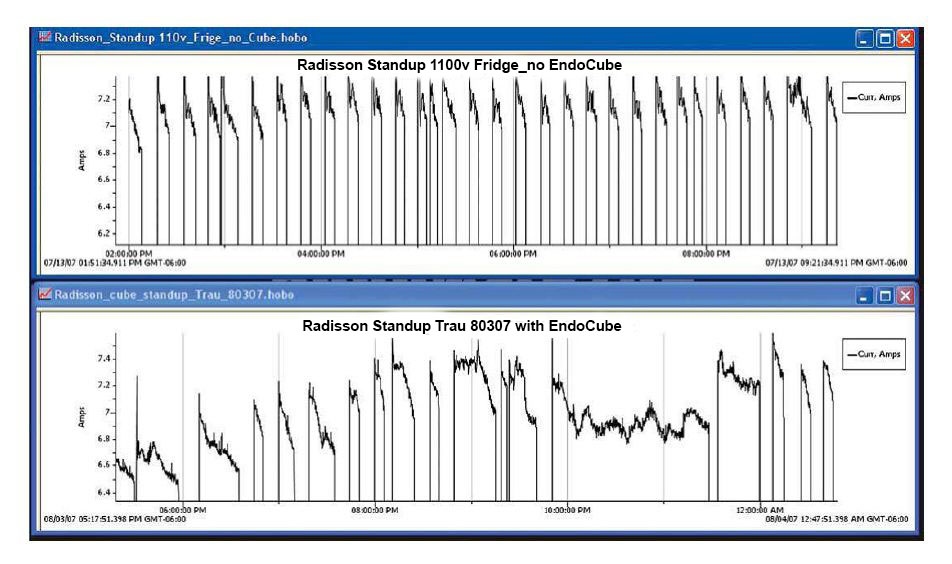
Reach In Refrigerator
Normal 24 Hours July 17, 2007 = 7.4 kWh Average Runtime: 9 Minutes Average Rest: 20 Minutes Starts: 67 With EndoCube and VERY LITTLE Temperature Adjustment 24 Hours July 22, 2007 = 6.58 kWh Average Runtime: 12 Minutes Average Rest: 41 Minutes Starts: 31 ENERGY SAVINGS: 11% kW/kWh MECHANICAL SAVINGS: 54% Less Starts ENVIRONMENTAL SAVINGS: 283 Lbs. CO2
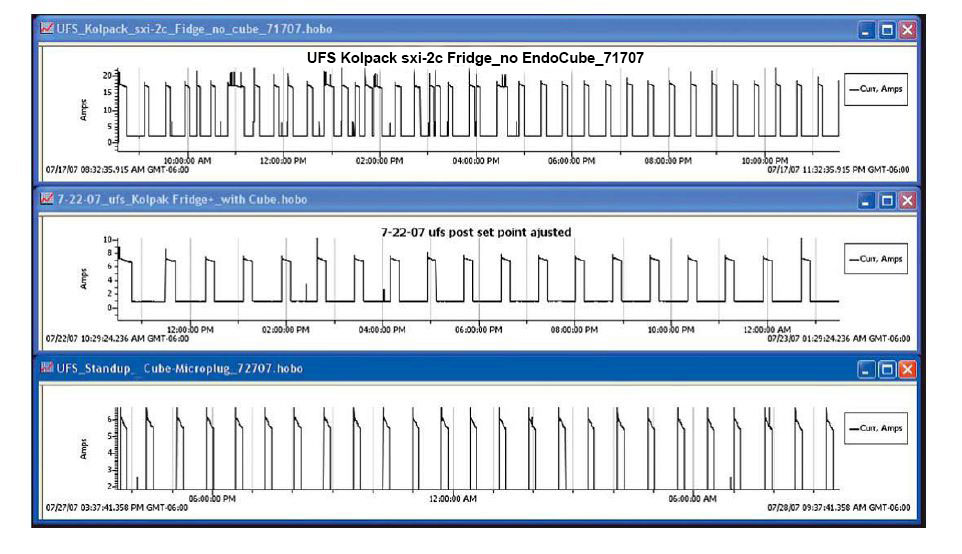
Reach In Refrigerator
Normal 24 Hours July 17, 2007 = 7.4 kWh Average Runtime: 9 Minutes Average Rest: 20 Minutes Starts: 67 With EndoCube and Temperature Adjustment 24 Hours July 27, 2007 = 5.846 kWh Average Runtime: 12 Minutes (with compressor optimization) Average Rest: 41 Minutes Starts: 31 ENERGY SAVINGS: 21% kW/kWh MECHANICAL SAVINGS: 54% Less Starts ENVIRONMENTAL SAVINGS: 537 Lbs. CO2
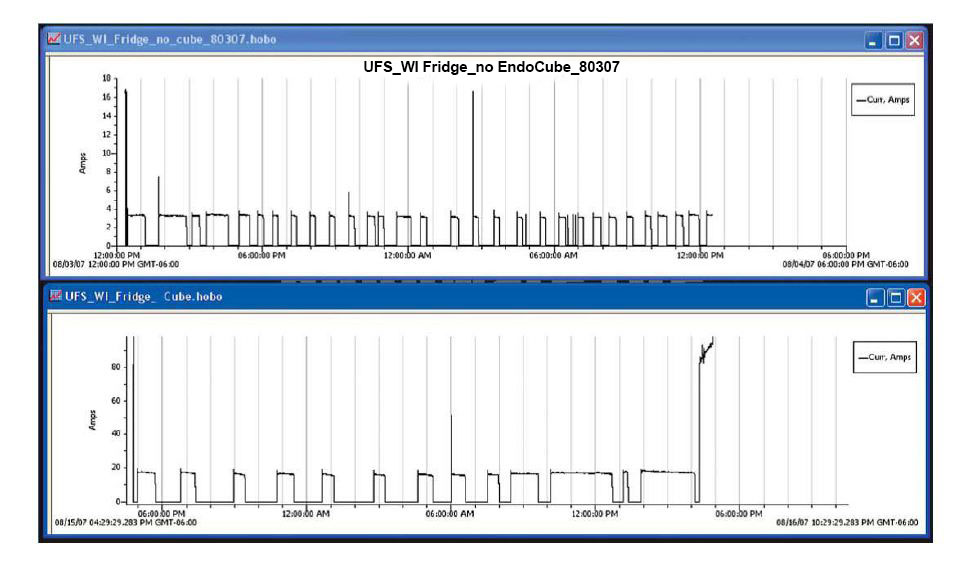
Walk-In Refrigerator
Normal 24:11 Hours August 3, 2007 = 51.5 kWh Average Runtime: 20 Minutes Average Rest: 22 Minutes Starts: 34 With EndoCube 24:15 Hours August 4, 2007 = 42.9 kWh Average Runtime: 37 Minutes Average Rest: 45 Minutes Starts: 13 ENERGY SAVINGS: 19% kW/kWh MECHANICAL SAVINGS: 63% Less Starts ENVIRONMENTAL SAVINGS: 2,963 Lbs CO2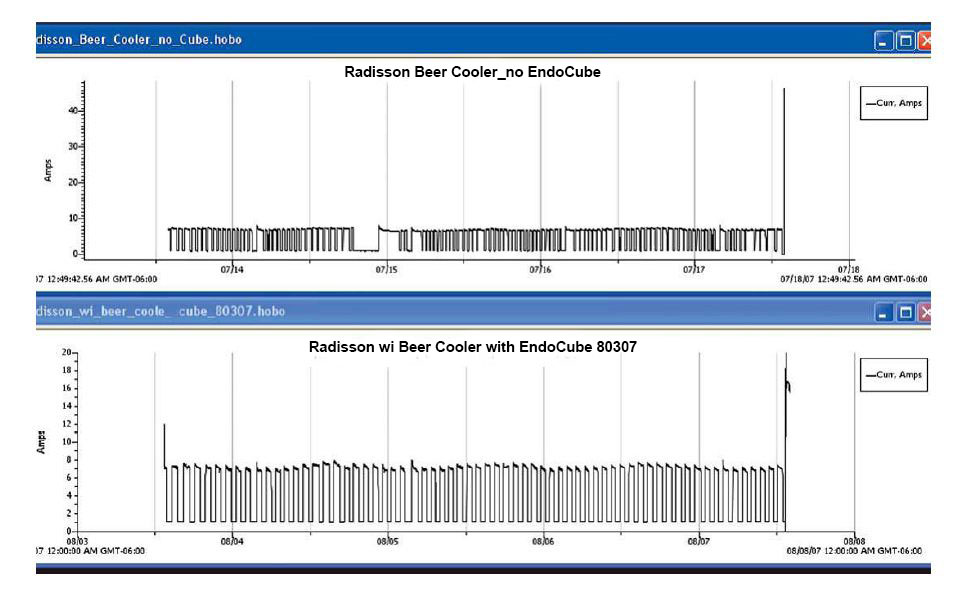
Reach-In Refrigerator
Normal 96 Hours July 13-18, 2007 = 6.8 kWh Average Runtime: 6 Minutes Average Rest: 6 Minutes Starts: 678 With EndoCube 96 Hours August 3-8, 2007 = 5.4 kWh Average Runtime: 8 Minutes Average Rest: 10 Minutes Starts: 501 ENERGY SAVINGS: 21 % kW/kWh MECHANICAL SAVINGS: 26% Less Starts ENVIRONMENTAL SAVINGS: 484 Lbs CO2